
Scania launches new marine engine
Scania has launched a new 13-liter marine engine for propulsion and auxiliary applications that it says is its most advanced marine engine yet, meeting high performance and reliability standards. Designated the DI13
Scania has launched a new 13-liter marine engine for propulsion and auxiliary applications that it says is its most advanced marine engine yet, meeting high performance and reliability standards. Designated the DI13

Damen Shipyards Group has unveiled the latest vessel in its Compact Tugs product platform, adding the 21.02 meter long ASD Tug 2111 to the ASD Tug 2312 in the line up. “As

Even though it is not yet a requirement in the Caribbean, Trinidad and Tobago’s National Energy Corporation (NEC) has chosen to have a class certified Damen marine NOx reduction system installed on

A green and versatile catamaran workboat is set to be at work on Netherlands inland waterways by the end of the year and it’s being hailed as a “local masterpiece” by the

Neptune Americas & Marine, Houston, Texas, recently delivered The Tidal Pioneer (EuroCarrier 2611), a 26- by 11-meter (85- by 36-foot) workboat that is to be used for the growing Canadian renewable energy

Turkey’s Sanmar Shipyards has booked an order that will see it deliver two tugs to Sicily-based operator Rimorchiatori Augusta Srl that will be the first deliveries of a new cleaner, greener version
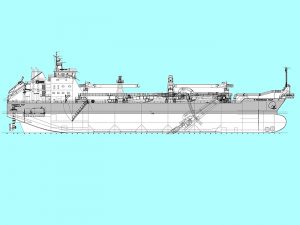
The 15,000-cubic-yard self-propelled trailing suction hopper dredge on order at the Keppel AmFELS shipyard in Brownsville, Texas, for Manson Construction Co. will be powered by five Wabtec V250MDC marine diesel engines (three

MAN Energy Solutions’ Two-Stroke Business has booked more than 1,000 orders for secondary-measure, IMO Tier III-compliant, emission-reduction technology for its portfolio of MAN B&W-branded, low-speed engines. Approximately one-quarter of the orders have

MAN Energy Solutions reports that South Korean licensee STX Engine has signed a contract with Daehan Shipbuilding for three MAN 6L23/30H Mk3 gensets. This marks the first sale of the Mk3 version

Brazil’s largest tugboat operator, Wilson Sons, is set to start the construction of a series of six new tugboats for its fleet at its shipyards in Guarujá in the state of São