
OSG’s U.S.-flag business gets new president and CEO
JULY 21, 2016 —Overseas Shipholding Group, Inc. (NYSE:OSG) reports that OSG Director Samuel H. Norton was appointed a senior vice president of the company and president and CEO of its U.S. Flag
JULY 21, 2016 —Overseas Shipholding Group, Inc. (NYSE:OSG) reports that OSG Director Samuel H. Norton was appointed a senior vice president of the company and president and CEO of its U.S. Flag
JULY 21, 2016 —New Bedford, MA, based boat design firm C. Raymond Hunt Associates,is now celebrating its 50th year, continuing to expand on the legacy of its founder, C. Raymond Hunt, to

JULY 21, 2016 — Wärtsilä and Rederiaktiebolaget Eckerö have extended their long-term maintenance agreement for Eckerö’s entire fleet of five vessels. Åland, Finland, based Eckerö consists of four companies: Birka Cruises AB,
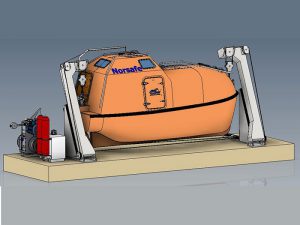
JULY 21, 2016 — Arendal, Norway, based lifeboat specialist Norsafe has secured a contract from Vard Group under which it will supply lifeboats complete with davit systems for the series of fifteen

JULY 20, 2016 — U.S. Customers and Border Protection’s Office of Field operations has set up a National Jones Act Divison of Enforcement (JADE). In a July 15 notice to the Area

JULY 20, 2016 — U.S. Transportation Secretary Anthony Foxx yesterday announced the appointment of 29 new members to the Marine Transportation System National Advisory Committee (MTSNAC). Established in 2010, the 40-member

JULY 20, 2016 — Keppel Offshore & Marine Ltd’s wholly owned subsidiary Keppel Singmarine Pte Ltd has secured contracts from Jan De Nul Group to build three trailing suction hopper dredges (TSHDs)

JULY 20, 2016 — Azeez Mohammed has been appointed President & CEO of GE Energy Connections’ Power Conversion business, effective July 11, 2016. Azeez comes to Power Conversion from his most recent
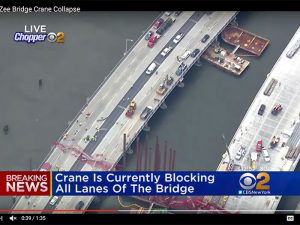
JULY 19, 2016 — Coast Guard crews are enforcing a safety zone on the Hudson River around the Tappan Zee Bridge after a crane collapsed this afternoon. At approximately 12:15 p.m. Coast

JULY 19, 2016 — Wallenius Wilhelmsen Logistics’ (WWL) has added a fourth giant RO/RO vessel, M/V Themis, to its fleet of neopanamax vessels built for the expanded Panama Canal. The delivery means